


一分钟的时间,对于了解我们的无缝管-合金钢管闪电发货产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
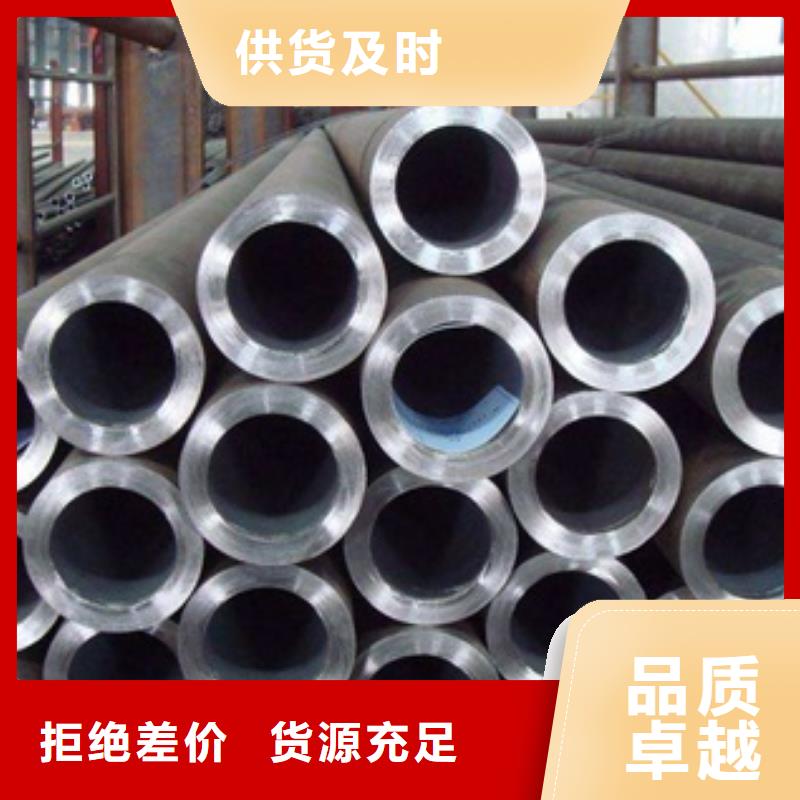
以下是:无缝管-合金钢管闪电发货的图文介绍

艾斯特钢材有限公司(正阳分公司)主要生产各种型号 厚壁无缝钢管等十几大系列。几年来, 厚壁无缝钢管不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


10号钢是钢材众多材质中的一种,它的塑性、韧性很好,比较容易进行冷热加工成型,正火或者冷加工后切削加工性能好,焊接性优良,无回火脆性,,渗透性和淬硬性均较差。 国标牌号与外国对比: 中国GB标准钢号:10#我国台湾CNS标准钢号S10C;日本JIS标准钢号S10C/S12C;美国AISI/ASTM标准钢号1010/1012;德国DIN标准钢号CK10/C10;英国BS标准钢号040A10/040A12;法国NF标准钢号XC10/C10;国际标准组织ISO标准钢号C101。 10#无缝管是耐低温管,在温度较低的情况下仍然拥有着良好的机械性能,可以满足工作的需要,如10#低温精密无缝钢管可以作为空调系统中的零件来进行使用,让其可以更好的适应工作环境的需要。 公司是一家及生产与销售为一体的企业,专业致力于无缝管,合金管,不锈钢管,镀锌管等的生产销售,并且可对无缝钢管进行机加工等。品种规格齐全量大优惠欢迎广大顾客致电咨询。




一般无缝钢管生产工艺包括热轧和冷拔两种。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。 1。无缝钢管厂家的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。热轧无缝钢管分为普通钢管、中低压锅炉管、高压锅炉管、合金管、不锈钢管、石油裂解管、地质管等钢管。热轧钢管是在热轧或热处理中输送的。 热轧无缝钢管生产工艺:坯料稀释器;加热稀释器;穿孔稀释器;三辊横轧、连续轧制稀释器;汽提稀释器;定径稀释器;冷却稀释器;矫直稀释器;静水压试验稀释器;标记稀释器;储存、轧制无缝钢管的原材料 Pe 是圆管坯,管子胚需要用切割机切割,生长约 1 米。传送带被送到加热炉。管坯加热到炉内,加热到约 1200 摄氏度。加热管坯氢气燃料 气体或乙炔。炉内温度控制是一个关键问题,穿孔后必须对穿孔管进行穿孔。 普通冲孔机是锥形辊穿孔钢管穿孔机。该穿孔机生产效率高,产品质量好,穿孔直径扩大大,能穿孔多种钢材。穿孔后,管坯连续轧制三辊。挤压后,必须将管子取下以便上浆。定径机将锥形钻头高速旋转到钢胚中并钻孔以形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管固定后,进入冷态。 塔内通过喷水冷却,冷却后钢管拉直。矫直后,钢管通过输送带送入金属探伤器进行内部探伤。如果钢管内出现裂纹和气泡,就会检测到。经过质量检验后,钢管必须通过严格的手工选择来选择。经过钢管的质量检验,油漆数量、规格、生产批号等。起重机被吊进仓库。 2。冷拔无缝钢管包括普通钢管、中低压锅炉管、高压锅炉管、合金钢管、不锈钢管、石油裂解管等钢管。还包括碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管和异形钢管。冷轧是在热处理中进行的。


一般的无缝管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



